





鋁合金焊接的那些關鍵技術,你都會了嗎?
鋁及鋁合金在現代工程技術所用的各種材料中占有舉足輕重的地位,它在世界年產量僅次于鋼鐵而居第二位,在有色金屬中則居第一位。如果說鋁合金**初是在航空工業中嶄露頭角的話,那么近幾十年來,除航空工業外,在航天、汽車、船舶、橋梁、機械制造、電工、化學工業及低溫裝置中已大量應用鋁及鋁合金,以制造各種部件、油箱、耐蝕容器及導線等。目前鋁合金焊接結構中應用**廣的是防銹鋁合金,即鋁鎂合金和鋁錳合金。
01
保護氣體的選擇

焊接時所用的保護氣體有惰性氣體氬氣(Ar)和氦氣(He),生產上普遍使用氬氣。用于焊接鋁及鋁合金的氬氣必須滿足下列純度(體積分數)要求:氬氣大于99.99%,氦氣小于0.04%,氧氣小于0.03%,水的質量分數小于0.07%。目前國內生產的氬氣,其純度一般能達到此要求,故在使用前不需再進行提純處理。
02
鎢電**的選用
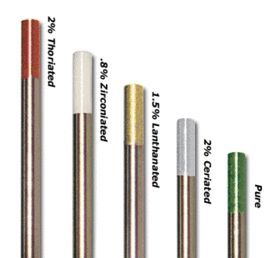
氬弧焊用的鎢**材料有純鎢、釷鎢、鈰鎢、鋯鎢四種。純鎢**的熔點和沸點高,不容易熔化揮發,但電子發射能力比釷鎢、鈰鎢要差。在純鎢中加入質量分數為1.0%~2.0%的氧化釷(Tho)電**稱為釷鎢**。它的電子發射能力強,允許的電流密度高,電弧燃燒穩定。但釷元素具有一定的放射性,對其推廣應用帶來障礙。目前普遍采用的鈰鎢**(牌號WCe20)是在純鎢中加入質量分數為1.8%~2.2%氧化鈰(雜質≤0.1%)而制成。鈰鎢**電子逸出功低,化學穩定性高,反復引弧的可靠性高,允許電流密度高(如采用直流正接氬弧焊時,允許電流密度比釷鎢**提高5%~8%),燒損率低,并消除了放射性。
03
溶劑的選擇
在氣焊、碳弧焊過程中,熔化的金屬表面**易氧化而形成氧化膜,為保證焊接質量,必須用熔劑去除氧化膜及其他雜質。氣焊、碳弧焊用的熔劑是各種鉀、鈉、鋰、鈣等元素的氯化物和氟化物粉末的混合物。用氣焊、碳弧焊方法焊接、角接、搭接等接頭時,焊件上殘留的熔渣往往難以完全清除,在這種情況下,應根據不同的鋁合金材料選用不同的熔劑。對于鋁鎂合金,不宜用含有鈉的熔劑。
04
焊絲的選用

在鋁合金材料的焊接過程中,鋁合金用焊絲的選用至關重要,選取前應該了解以下內容:
是否所有的鋁合金材料都可用作焊接填充合金?
是否所有的鋁合金都可以焊接?
應避免發生的缺陷有哪些?
如何選擇焊接填充合金?
選擇時應當考慮的標準是什么?
鋁合金系列需要了解
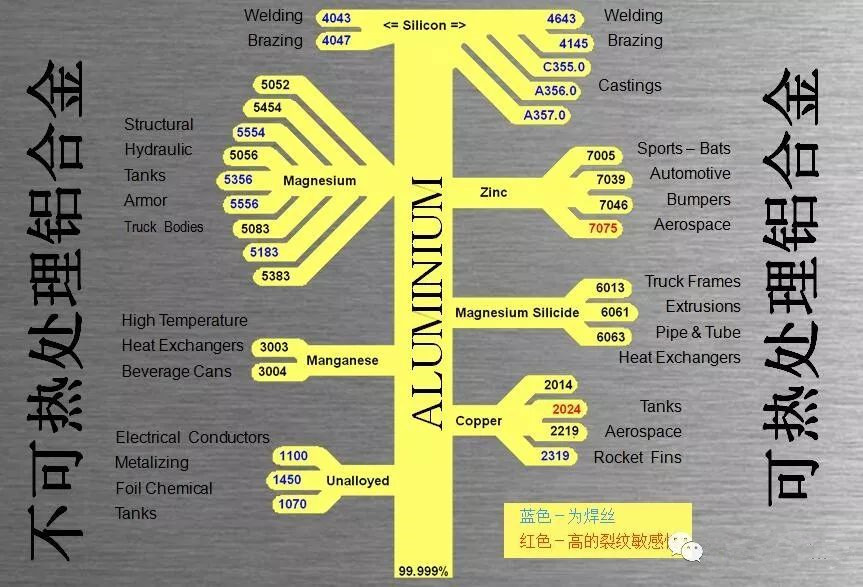
選擇什么樣的焊絲?
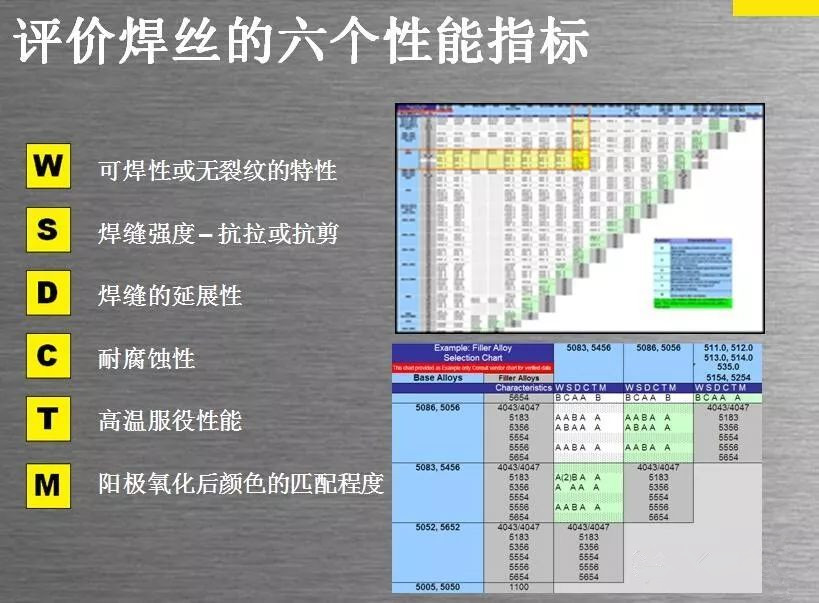
一種母材可以用多種鋁合金焊材完成焊接 ,如5083-5083的焊接:可用 5356,5183,5556 等焊絲。但是每一種焊絲得到的焊接接頭可能只能在某一個性能方面是**佳的。選擇**佳的焊絲時,主要應考慮焊接件的**終使用性能。整體來說,主要考察以下幾個性能指標:

總之,選擇鋁合金焊絲過程中,只有在對鋁件焊接及其應用中的許多相關變量進行了充分分析后,才能選擇出**合適的合金填料。首先必須考慮的是焊接母材的類型和化學性質,其次要考慮的是焊接部件的性能要求。**后,在開發和評估適合的焊接工藝參數時,合金填料的選擇是不可缺少的一部分。
- 上一篇:鋁焊接機基本工藝和焊接注意事項
- 下一篇:鋁產品加工工藝大全,輕松解決鋁加工變形!



