





簡說下高溫合金的焊接工藝要點
? ??
? ? ? 高溫合金的焊接工藝要點如下:
高溫合金的焊接工藝要點如下:
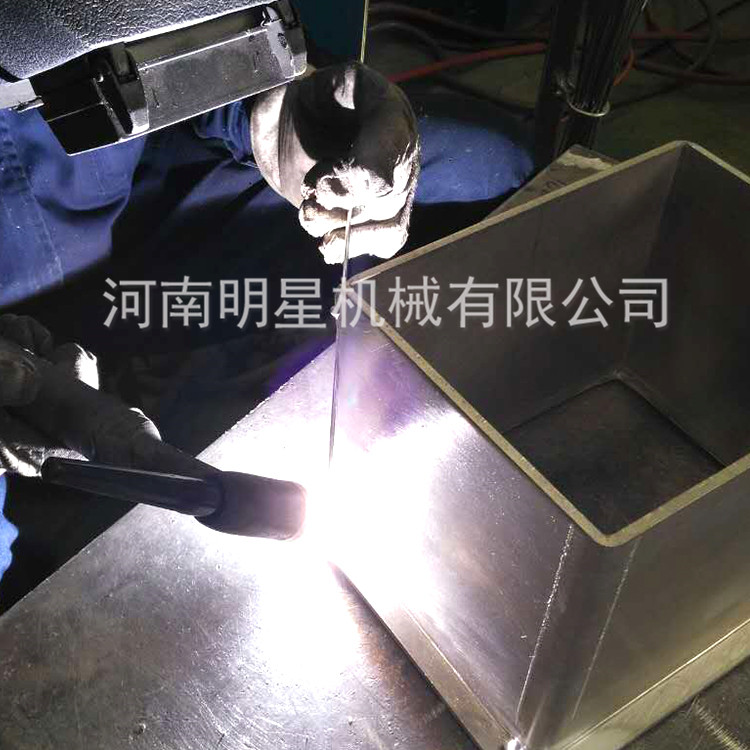
? ? ? ?1、焊接方法 ? ?高溫合金可以采用各種焊接方法焊接,例如鎢**惰性氣體保護焊、熔化**惰性氣體保護焊、等離子弧焊、真空電子束焊、焊條電弧焊、埋弧焊、擴散焊以及各種電阻焊方法。鎢**惰性氣體保護焊與其它方法比較,有許多優點,是目前我國應用**多的焊接方法,它特別適于焊接各種變形高溫合金比較薄的構件。焊條電弧焊和熔化**惰性氣體保護焊多用于較厚的固溶強化合金焊接,但較少用于焊接沉淀強化合金。埋弧焊由于易燒損強化元素、增硅等原因,已較少用于高溫合金焊接。
? ? ? ?鑄造合金采用一般的熔焊方法困難很大,可采用真空釬焊、擴散焊、真空電子束焊等焊接。
? ? ? ?2、焊接材料
? ? ? ?(1)保護氣體 ? ?常用的是氬氣,也可用氦氣或氬、氮混合氣體。由于高溫合金中許多組元**易氧化,因此要求氣體的純度要高。用氬氣作保護氣體,要求其純度(體積分數)不低于99.95%。
? ? ? ?(2)焊絲 ? ?焊絲既要保證焊縫有高的抗裂性,又要求保證焊縫有滿意的使用性能。對于固溶強化合金,一般采用與母材同質的焊絲。對于固溶狀態的沉淀強化合金,也可用同質的焊絲,但若合金中Al、Ti含量較高,接頭拘束應力較大時,為避免裂紋,有時宜用鎳基固溶合金焊絲。例如,航空發動機用的GH2302鐵鎳合金中鋁和鈦的總的質量分數5.45%~6.8%,選用高含Mo量的鎳基合金焊絲HSG-1后,順利地解決了熱裂紋問題。
? ? ? ?3、焊前熱處理 ? ?高溫合金的焊前狀態對其焊接裂紋敏感性有較大影響。焊前經固溶處理的裂紋敏感性小,經冷軋、平整或時效處理(沉淀強化合金)的裂紋敏感性明顯增大。故各類高溫合金一般均要求在固溶狀態(或退火狀態)下焊接,特別是經深度冷作和冷沖壓成形的焊件更應如此。
? ? ? ?4、焊前預熱和焊后熱處理 ? ?鎳基合金焊前不需要預熱,一般要求作焊后熱處理或機械處理,特別是沉淀強化合金。機械處理包括拉伸延長、滾平和錘擊等,目的是使殘余應力在單方向上再分布。焊后熱處理的目的是消除殘余應力,或使焊件達到預定的性能要求。當壁薄時,固溶強化合金的焊件可在焊態下使用;當壁厚時,焊后根據合金的種類及其狀態,應在427~871℃的范圍內及時進行消除應力熱處理。沉淀強化合金的焊件在焊后及時進行固溶加時效熱處理。
? ? ? ?鐵鎳基合金,有的沉淀強化合金需要預熱和后熱。
? ? ? ?5、對焊接工藝的其它特殊要求
? ? ? ?1)焊前必須嚴格清理焊件表面、坡口和焊絲,去除油污和氧化膜。油污可采用溶劑法
或蒸汽法消除,氧化物可采用機械法(如機械加工、砂紙打磨等)和化學法(如減酸洗、電解拋光等)清除。為避免再受污染,搬運時要戴白手套。
? ? ? ?2)除了焊縫正面要有良好的保護外,背面也必須加以保護,例如通以一定流量的氬氣等。
? ? ? ?3)焊接前,要用夾具裝配和固定焊件。
? ? ? ?4)在焊接工藝參數上,要采用較小的焊接熱輸入,采用能量集中的焊接方法,并采用分段焊、多層多道焊等,盡量減少焊接接頭過熱的程度。
? ? ? ?5)由于高溫合金液體流動性較差、熔深相對較淺,坡口角度設計得要比鋼接頭大一些、鈍邊小一些。圖84是高溫合金與鋼接頭坡口的比較



